一、施工准备
1、材料及机具:
(1)钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试报告单。
(2)焊条:焊条必须有合格证,焊条的牌号应符合设计要求。药皮应无裂缝、气孔、凹凸不平等缺陷。焊条必须根据焊条说明书中的要求烘干后才可使用。
(3)机具:弧焊机、焊接电缆、电焊钳等。
2、作业条件:
(1)焊工必须持证上岗。
(2)作业场地要有安全防护措施、防火和必要的通风措施。
二、操作工艺
1、工艺流程:
检查设备--选择焊接参数--进行试焊--送检--确定焊接参数--施焊--质量检查。
2、检查电源、焊机及工具。焊机接地线应与钢筋连接良好,防止因起弧而烧伤钢筋。
3、选择焊接参数。根据钢筋级别、直径、接头型式和焊接位置,选择适宜的焊条直径、焊接层数、焊接电流,保证焊缝和钢筋熔和良好。
4、试焊。在每批钢筋正式焊接以前,应焊接模拟试件做检验,经试验合格后,方可按照确定的焊接参数成批施工。
5、施焊操作:
焊接时采用双面焊。
①搭接接头的焊缝厚度应不小于0.3d,焊缝宽度不小于0.7d(d为钢筋直径)。
②搭接焊时,钢筋应预弯,以保证两钢筋的轴线在同一直线上。
③搭接焊时,用两点固定,定位焊缝应离搭接端部20mm以上。
④焊接时,引弧应在搭接钢筋的一端开始,收弧应在搭接钢筋端头上,弧铿应该填满。
⑤在环境温度低于5℃的条件下进行焊接时,为钢筋低温焊接。低温焊接时,除了遵守常温焊接的有关规定外,应调整焊接参数,使焊缝和热影响区缓慢冷却。焊后未冷却的接头应避免碰到冰雪。
三、质量检验标准
1、钢筋接头尺寸偏差及缺陷允许值(mm)

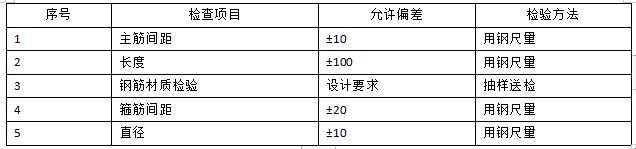
2、钢筋笼质量检验标准(mm)
四、成品保护
1、注意对已经成品钢筋骨架的保护,不粘油污,不乱踩乱拆。
2、为了保证钢筋笼几何外形的准确,加劲箍要用预制的钢模制作,使加劲箍为准确的圆形,在加劲箍上用粉笔均匀标出纵筋位置,再根据标识点进行纵筋焊接。同样在纵筋上标出螺旋筋的位置,确保螺旋筋定位准确,螺旋筋间距为15cm。加劲箍筋自钢筋笼在承台底面处设起,每2m一道,其零数可在最下两段内调整,但其间距不大于2.5m。
3、钢筋笼主筋接头采用闪光对焊技术,钢筋笼主筋纵向钢筋采用搭结焊,加强筋采用单面搭接焊。加劲箍与纵向主筋焊接牢固,特别是要预先定出起吊点,起吊点位置要加焊并仔细检查。主筋钢筋保护层厚度为91mm。采用与桩身混凝土同等级的混凝土垫块,采用Φ10钢筋穿入混凝土圆形垫块两端与主筋点焊,2m设置一道,环向均匀布置8处。
4、桩身加劲箍筋必须与主筋焊牢,箍筋与主筋宜点焊,也可绑扎。
5、钢筋笼成型后,先由钢筋工组长自检,再经专业管理钢筋人员复检及监理单位验收后及时办理好隐蔽验收手续,然后再作下道工序。

